
ARS72, Вам 61.30 за глаза хватит. И не зачем брать основные. Варил такими и разнородные металлы и чугун. Вариш,как паяеш.
29.09.2020 в 18:00:26
ARS72, Вам 61.30 за глаза хватит. И не зачем брать основные. Варил такими и разнородные металлы и чугун. Вариш,как паяеш.
29.09.2020 в 18:28:45
Klez написал: ARS72, Вам 61.30 за глаза хватит. И не зачем брать основные. Варил такими и разнородные металлы и чугун. Вариш,как паяеш.
Klez, А швы не лопнут? Я пару месяцев назад на работе варил такую штуку
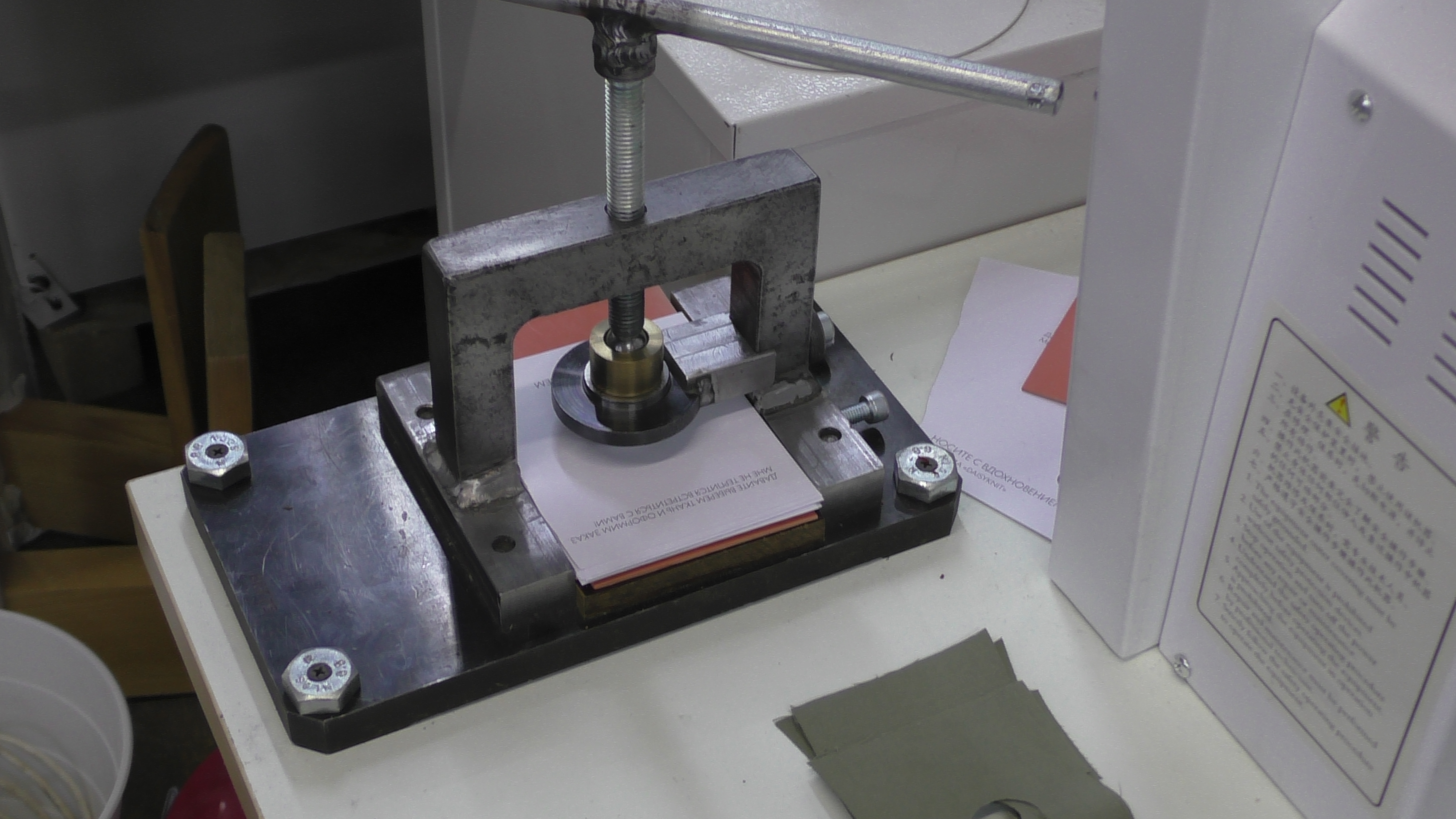
Это небольшой ручной пресс для изготовления (высечки) тканевых заготовок для обтяжки пуговиц, верхняя деталь (буквой "П") имеет поверхностную закалку. Сначала я приварил её рутиловыми электродами (очень аккуратно), но швы лопнули после остывания. Пришлось варить основными электродами в три прохода (уже не так аккуратно). Вообще бойлеры парогенераторов (из нержавейки) имеют склонность к образованию трещин вследствие неравномерного нагрева (остывания), либо электрохимической коррозии. Поэтому и интересуюсь - чем лучше варить.
29.09.2020 в 18:55:13
ARS72 написал: А швы не лопнут?
Так нагрузок никаких нет. Я варил вообще чугунину на ТТ,выходной флянец под дымоход(61.30) А там перепады температур по круче чем у бойлера,и ничего,держится,не лопнуло. А тут какой то тэн вонючий. ;) Он и на припое никуда не денется.
29.09.2020 в 19:52:32
ARS72, ну а я про шо предупреждал?! С нержавеющих основных обмазка не только легко отлетает при попытках сваривать ими большим током, но когда пруток достаточно хорошо раскалился, то обмазка от него ещё и стреляет.
Вобщем, берите имеющуюся нержавеющую присадку (неважно, какая там марка) и сваривайте тигом. Это лучший вариант, как мне думается
Сытый конному не пеший!
29.09.2020 в 20:02:50
Klez написал:
ARS72 написал: А швы не лопнут?
Так нагрузок никаких нет. Я варил вообще чугунину на ТТ,выходной флянец под дымоход(61.30) А там перепады температур по круче чем у бойлера,и ничего,держится,не лопнуло. А тут какой то тэн вонючий. ;) Он и на припое никуда не денется.
Klez, В системе дымохода перепад температур конечно крутой, но изменение температуры происходит относительно медленно. А представте ситуацию, когда в бойлере парогенератора с внешним ТЭНом выкипела вода, донышко нагрелось градусов до 200, и туда заливают холодную воду. Если это происходит многократно, то сварные швы испытывают большие нагрузки.
01.10.2020 в 10:50:26
Klez написал: ARS72, В данном случае можно просто припаять обычным припоем. Можно и тугоплавким.
Klez, Пайка тугоплавким припоем мне интересна в ситуации, когда нужно припаять трубку термостата к трубкам ТЭНа. Как заварить трубку термостата - здесь мне помогли подобрать режимы ТИГ сварки, с этим проблем нет, за что, конечно спасибо. А, вот пайка припоем ПОС-30 (из того, что можно свободно купить - это самый тугоплавкий) долго не держится.
01.10.2020 в 11:20:52
ARS72, Не надо путать обычный(легкоплавкий) припой ПОС и разновидности, с тугоплавким,котором паяют различные металлы.
25.10.2020 в 14:28:03


На фото деталь механического пресса (с электроприводом) для установки фурнитуры на швейные изделия (с лица и с изнанки соответственно). Шпилька, на которую я показываю бывает отваливается. На оригинальной детали шпилька приварена ТИГ сваркой (по крайней мере я так думаю). Соответственно отвалившуюся деталь я привариваю ТИГ сваркой с присадкой для чермета (на фото как раз такая ситуация). На втором фото видна небольшая трещина в моём сварочном шве. Что я делаю неправильно? До этого варил точно такую-же деталь, и обошлось без трещин (до сих пор работает). Замечу, что и шпилька, и сама деталь - калёные.
25.10.2020 в 15:50:06
ARS72, так бывает. Попробуйте присадку взять не черную, а нержавеющую. В идеале вообще чистый никель был бы полезен.
А ещё можете попробовать приваривать точками. Очень большим током, но короткими временными импульсами. Чтоб не вся деталь успевала прогреваться, а только зона прихватки, да и то не на всю глубину
Сытый конному не пеший!
25.10.2020 в 19:26:20
Tomkol, Кто-бы мог подумать, что чермет в некоторых случаях лучше варить с присадкой из нержавейки. При случае обязательно попробую.
25.10.2020 в 20:32:34
ARS72, нержавеющая присадка даёт более эластичный шов. Главное - не перегреть
Сытый конному не пеший!
Авторизуйтесь или зарегистрируйтесь, чтобы оставить комментарий.
Присоединяйтесь к самому крупному DIY сообществу
