Simplyman написал: Из ВК8 их делают вообще?
Делают.
23.03.2017 в 21:05:49
А меньше 1 мм?
18.05.2017 в 19:23:19
Здравствуйте! Нашел сегодня на рынке вот такие сверлышки.
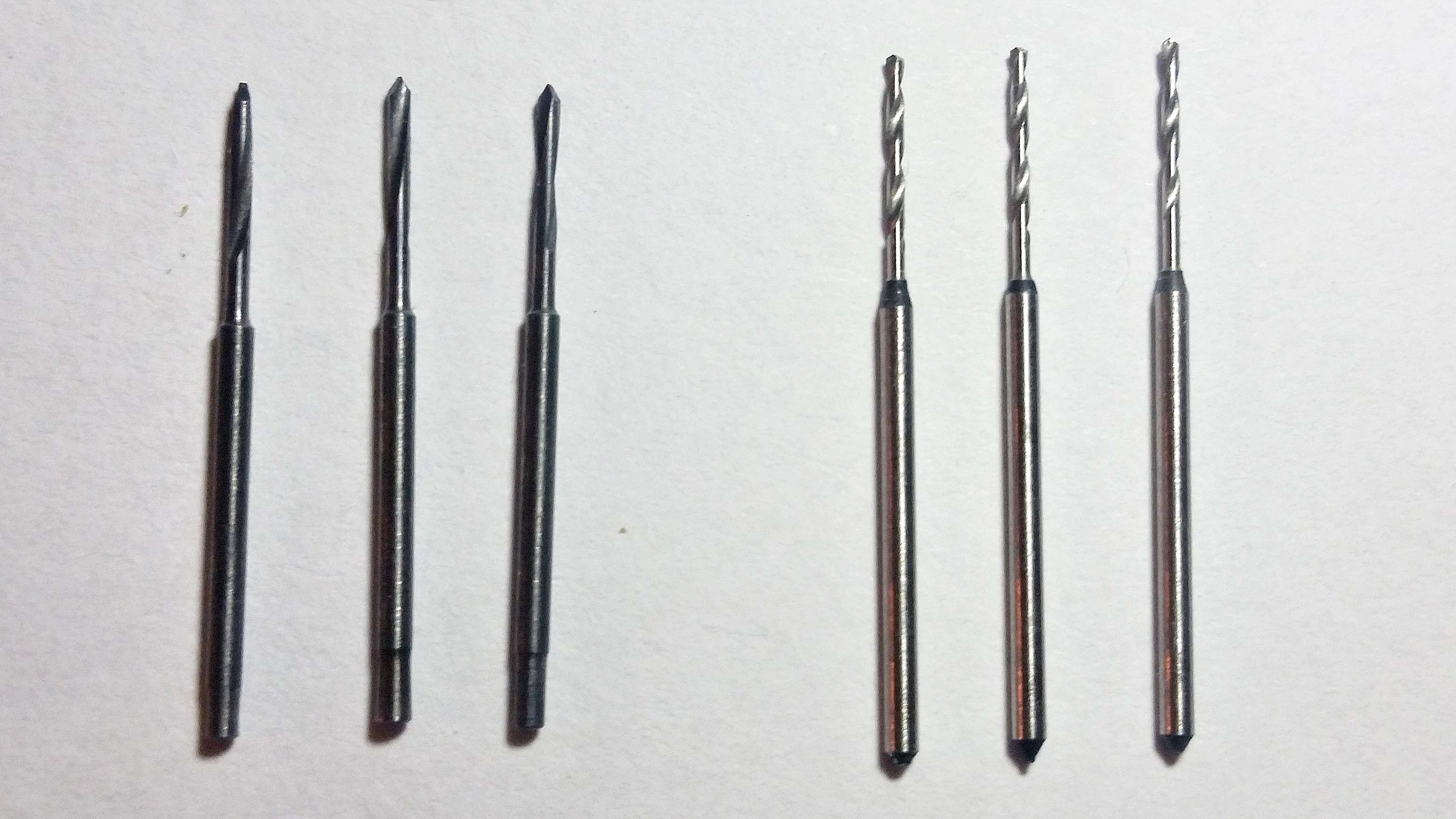
Сверла твердосплавные. Те что слева, имеют диаметр 0,6 мм, справа - 0,8. Сверла покупал для сверловки стеклотекстолита (стеклопластик, из которого делают платы). Написать этот пост меня побудили сверла, которые слева: во-первых желобки для стружки не так закручены, как у тех, что справа, а во-вторых - угол заточки гораздо меньше. Подскажите пожалуйста, на что эти два фактора влияют.
07.08.2017 в 19:15:37
Доброва времени суток. Ребят подскажите плиз нужны свёрла СССР. Может кто знает где купить
R- 18 марка. 15 диаметр. 250-330 длинна. Для станка.
--
17.08.2017 в 15:49:15
Странно, что никто из мастеров, не обмолвился даже близко, о скорости сверления.... Это один из наиболее важных факторов сверления. Если взять ф1,0 мм. скорость приблизительно 7000 об/мин., ну a a 10.0 - уже 700. Простая дрель без регулировки скорости со скоростью вращения порядка 3000-3500 об/мин. не позволит произвести нормальное сверление наиболее ходовыми свёрлами... 4,0 мм. - 1750 об/мин., 6,0 мм. - 1170 об/мин. Ибо сверло перегреется и затупится уже после нескольких отверстий. К сожалению простой покупатель, не зная этого, будет винить во всём "плохие" свёрла.(с моими вставками и сокращениями воспроизвёл одну из статей о сверлении да простит меня автор).
HSS-R (или просто HSS) - обозначение на изделиях, которые прошли роликовую прокатку и термическую обработку. Такие изделия имеют наименьшую стойкость.
HSS-G - обозначение на изделиях, которые изготовлены из HSS сталей, режущая часть отшлифована CBN (кубическим нитридом бора). Изделия обладают повышенной стойкостью и меньшим радиальным биением. Инструменты HSS-G – наиболее распространены, они применяются для решения стандартных задач.
HSS-E – в изделия из HSS стали типа М35 добавляется кобальт. Используется при работах по вязким и сложным материалам. Еще встречается такая маркировка как HSS Co 5 и HSS Co 8, которае указывают содержание кобальта 5 и 8%
HSS-G TiN – такая маркировка указывает на напыление нитрида титана. Такое покрытие позволяет повысить поверхностную твердость приблизителньо на 2300 HV и термостойкость до 600°С.
HSS-G TiAlN - поверхность изделий с напылением титан-алюминий-нитрида. Такое покрытие позволяет повысить поверхностную твердость приблизителньо на 3000 HV и термостойкость до 900°С.
HSS-E VAP - VAP-используется для обработки нержавеющих сталей (V2A и V4A). Получается путем "выпаривания" оксидного неметаллического слоя. Таким образом снижается налипание стружки заготовки на поверхности инструмента, которое может привести к поломке изделия. В результате улучшается качество поверхности и благодаря VAP улучшается адгезия СОЖ с поверхностью инструмента.
17.09.2017 в 19:56:07
Вопрос на засыпку - чем лучше просверлить отверстие диаметром около 2см (20мм) в отливе ? толщина металла 0,45-0,5мм ? Коронка (биметалл) или ступенчатое сверло ? дрель обычная - без изысков. Или обычным сверлом - на 20мм с хвостовиком разумеется.
17.09.2017 в 20:25:52
Alex___dr,
ну да обычная, на электрической тяге ;)
17.09.2017 в 20:40:55
Alex___dr, да
Авторизуйтесь или зарегистрируйтесь, чтобы оставить комментарий.
Присоединяйтесь к самому крупному DIY сообществу