olki написал:
я бы не сказал, что там убойный люфт, хвостовики сверл сидят достаточно плотно, ступенчатые сверла не выпадают...
Вручную работать со ступенчатыми сверлами по пластику стало весьма комфортно
Вчера вручную аккуратно разгонял ступенчатым сверлом несколько отверстий в пластике до Ø24 мм.

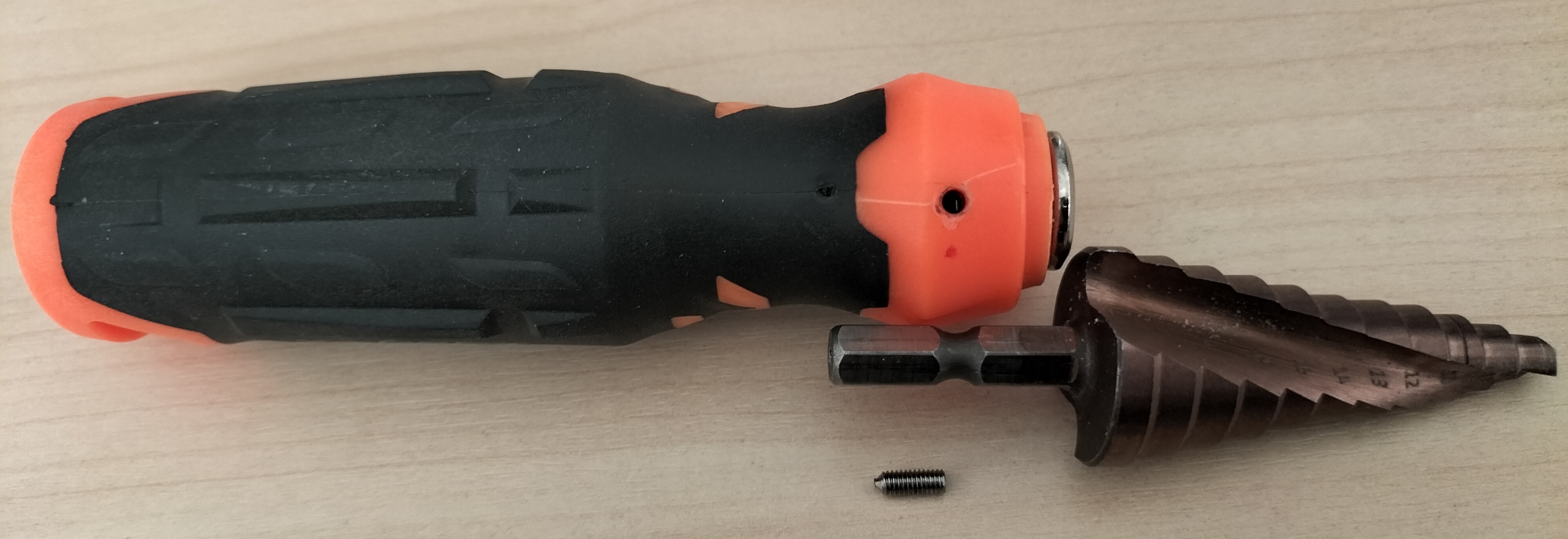
Работать действительно удобно, хвостовик сверла сидит плотно не выпадает,
но при вытаскивании - хвостовик выщёлкивается до кольцевой проточки на хвостовике... (за счёт трения)
Возникла необходимость фиксации и возможность смены оснастки
Пришлось быстро решать задачку:
- на рукоятке разметил примерное место кольцевой проточки хвостовика
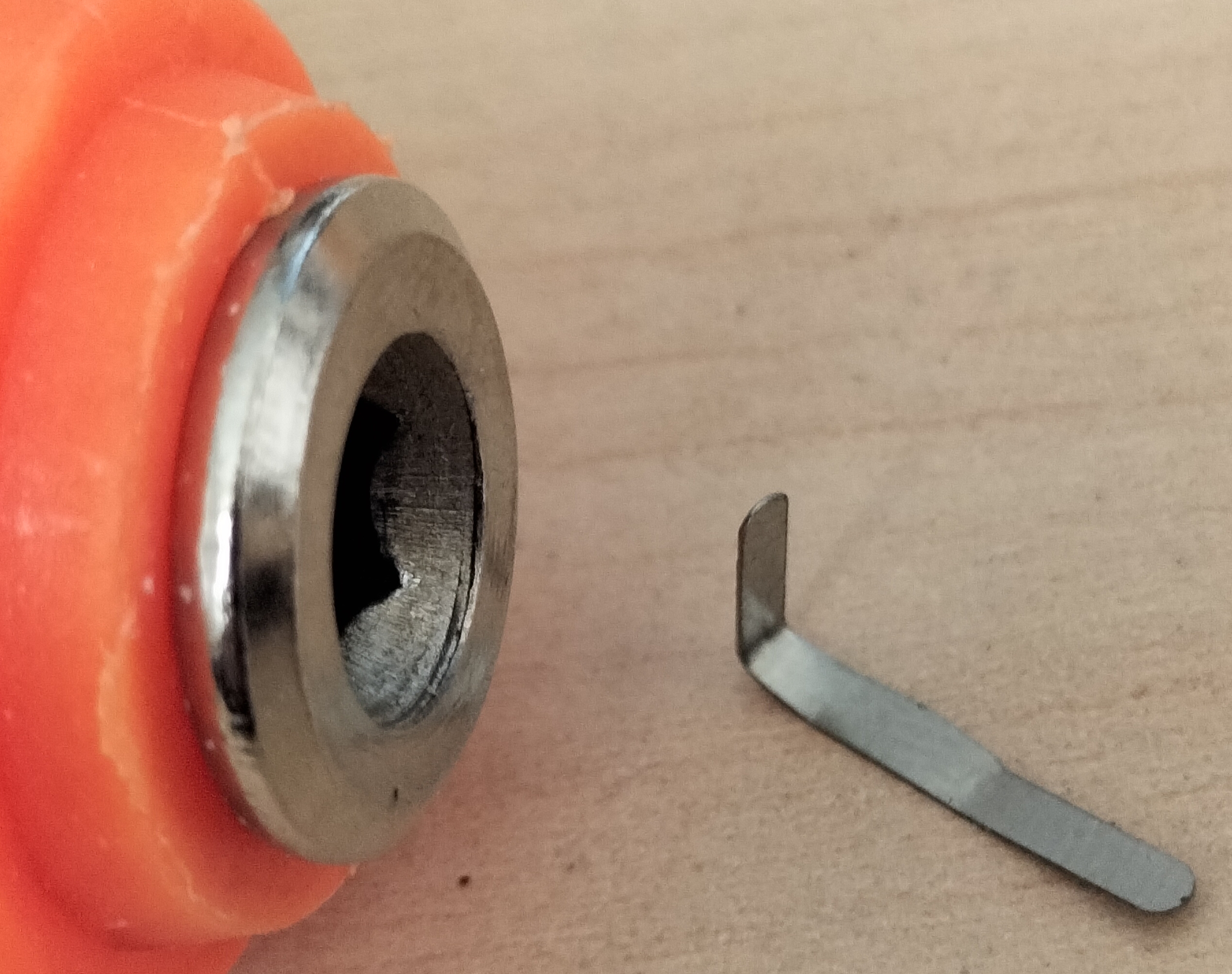
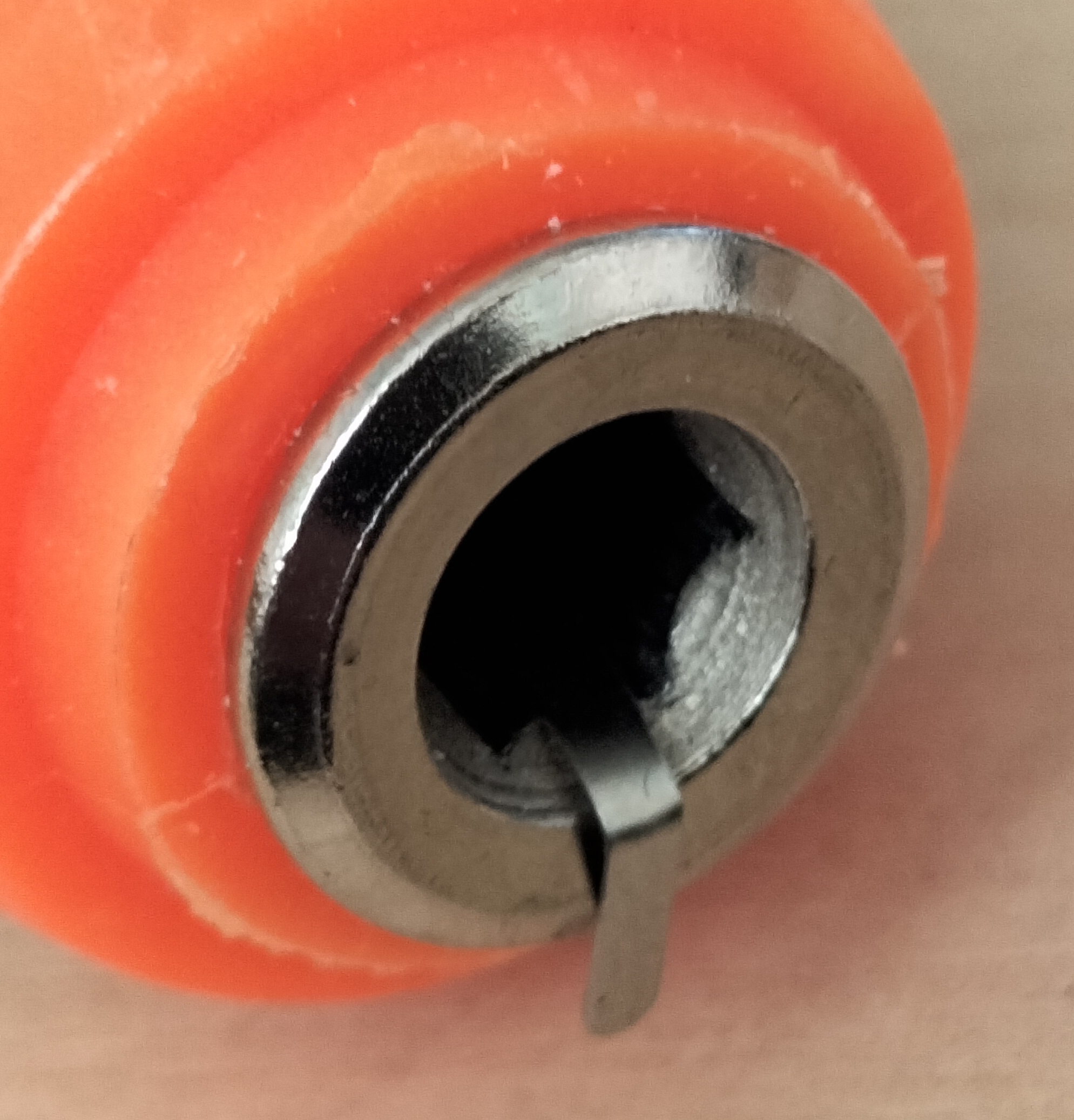
- засверлился по плоскости внутреннего шестигранника сначала Ø2 мм, затем Ø2,5 мм, дабы не разбить отверстие под нарезание резьбы.
- нарезал резьбу М3 как в пластике, так и в металле впрессованного в рукоятку битхолдера, благо были в наличии метчики с удлинённой режущей частью.
Если использовать стандартные метчики М3, то надо на 5-6 мм в глубину рассверлить внешнее отверстие Ø2,5 мм до Ø3-3.2 мм для прохода хвостовика метчика, дабы он нарезал резьбу в металле битхолдера впрессованного в рукоятку.
- фиксация хвостовика стопорным винтом М3 (в продаже есть) с внутренним шестигранником H1,5, но можно завинтить и любой винт М3 (но шляпка весь вид портит, да может цепляться).


Стопорный винт можно сделать из любого винта М3 нужной длины, отрезав головку винта и прорезав прямой шлиц в торце полученного резьбового стержня.
Итогово:
- всё держится отлично,
- люфтов нет никаких,
- отверстие для стопорного винта ничему не мешает, но может грязью забиться (нестрашно, можно и почистить),
- стопорный винт не надо выкручивать совсем, только на нужную глубину (не потеряется),
- плюс, возможность смены оснастки с хвостовиком 1/4"HEX.


- минус, стопорный винт надо откручивать/закручивать при смене оснастки
Если лениво менять оснастку, можно проапгрейдить несколько рукояток, чем и займемся с остальными двумя рукоятками...