
VIVA написал:
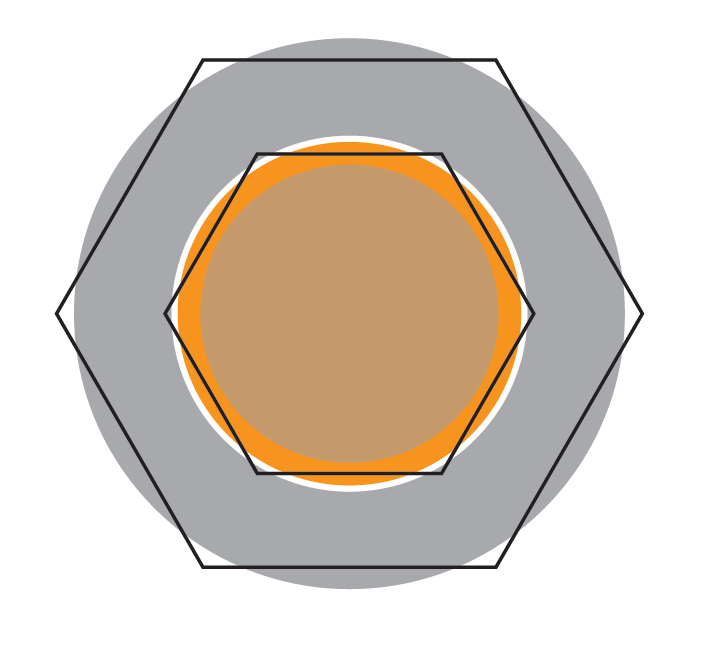
В качестве примера. Матрица типоразмер 16; ГМЛ 16 (D9d6); Чёрным показан контур гильзы после опрессовки; Рыжий - максимальный диаметр медной жилы класса 2 по ГОСТ 22483-2012. Светло-коричневым - минимальный диаметр медной жилы класса 2 по ГОСТ 22483-2012. Хорошо видно, что даже если жила по ГОСТ, нужна дополнительная набивка. С гильзой по DIN та же беда, усугублённая меньшим внешним размером.

VIVA, Вы хорошо подготовились. Проблема непростая и думаю что ответить вам сейчас не смогу.Дело в том что идеальная опрессовка в настоящее время это утопическое понятие. Возможно это могло случиться в СССР когда существовал ГОСТ на кабель и он бился с ГОСТом на наконечники (есл таковые были увы я в те времена не был в теме). В данный момент все производители занижают сечение кабеля, при производстве наконечников практически все производители стараются, экономить иногда это происходит по вине производителя трубы. Мы неоднократно сталкиваемся с плавающей величиной толщины стенки трубы, стабильностью геометрии. И поверьте и ругались и искали новых поставщиков, искали компромиссные решения, но уж таков отечественный рынок. Кроме этого каждый второй алюминиевый наконечник или гильза непонятного рода племени (ну в большинстве это азиатский вариант, реже индия, а бывает и кустарщина торговых компаний). Получается письмо длинное и хаотичное. Лучше остановлюсь на этом, скажу только одно что завод начинал свою жизнь с наконечников поэтому на этом деле собаку съел и ни одну исходя из этих знаний и формировался инструмент. Штатные матрицы рассчитаны на компромисное решение которое выглядит следующим образом: первый вариант самый длинный и самый идеальный- опрессовка начинается матрицей на сечение больше номинала, затем идет номинал (при этом таким образом чтобы возможные "уши" попадали не в стык а середину матрицы) и третья опрессовка на сечение ниже номинала (опять же с накладкой на уши) - это долго и годится только дома для себя любимого; второй вариант попроще и как говорится для жизни- опрессовка номиналом и по необходимости на шаг ниже номинала с перекрытием ушей. Серия матриц серии НМ-300 это высокоточные матрицы под гильзы и кабель сделанных по нормативным документам (как минимум ГОСТ).

хотя данный вариант должен есть все для этого и проводилось куча экспериментов. Думаю обращусь к тех отделу чтобы создать особый документ отвечающий на ваш вопрос более детально.
