КВТешник, спасибо.
КВТешник написал:
у первых двух моделей матрицы симбиотические между ГОСТом и DIN (делались на что то усредненное потому что рынок завален наконечниками и гильзами со всех рынком мира)
Получается, что при определённых условиях, при опрессовке продукции ГОСТ, будет пережим, а по ДИН недожим?
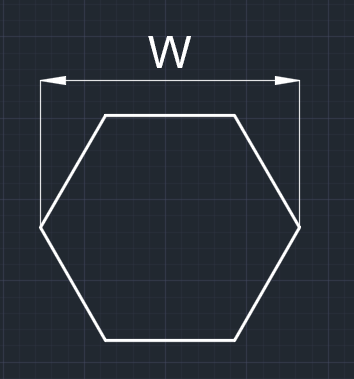
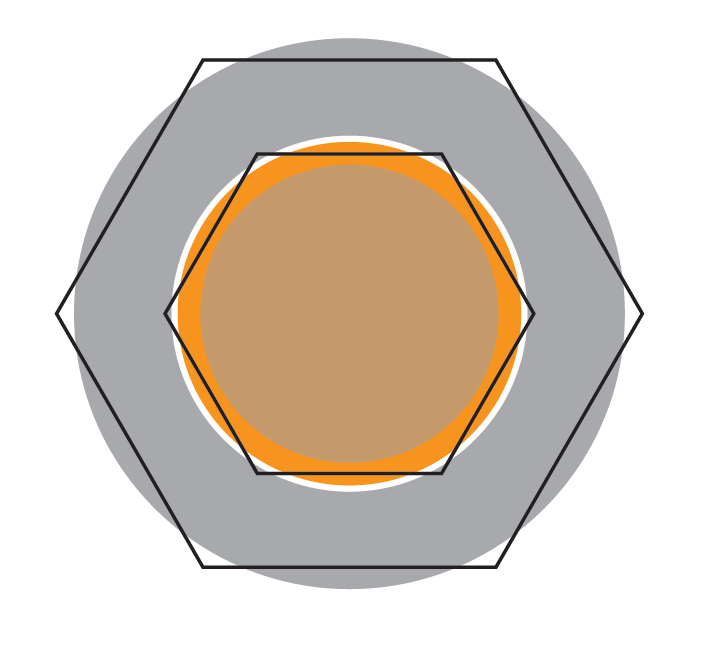
И такой вопрос, на какой параметр размера жилы ориентируются разработчики при расчёте размера матрицы? Вопрос исходит от попытки понять, какова может быть а)минимальная б)максимальная разница между площадью внутреннего сечения гильз/наконечников и суммой площадей сечений проводников которые это сечение заполняют, при котором а)опрессовкой не будет чрезмерно пережата жила или наконечник б)будет выполнена достаточно надёжная сварка (холодная. Т.е. при котором остаётся минимум воздушных промежутков в зоне опрессовки и исключается возможность разрушения соединения материала жилы и стенок трубки, приводящее к ухудшению контакта или смещению жилы относительно места исходной опрессовки).