
alx220 написал: использование гильз Klauke предполагает соответствующий пресс того же производителя
А еще комбинезон и шапочку с логотипами клауке, иначе совсем нефеншуй. :a Не, ну додуматься же...
13.10.2017 в 18:28:33
alx220 написал: Могу ошибаться, но использование гильз Klauke предполагает соответствующий пресс того же производителя. То есть проблема не столько в самих гильзах, сколько в отсутствии у большинства монтажников возможности приобрести опрессовщик Klauke, потому что стоит он недешево. И это мы еще о Москве говорим. А в других городах и КВТ - праздник
Ну на самом деле это не совсем так. Больше это акутально для обжима шестигранником (иначе попрет "чебурашка"), а для точки - не настолько.
Мой пресс прекрасно жмет те же ГМЛ от КВТ.
13.10.2017 в 22:38:11
TAB написал: По поводу качества КВТ и создана эта тема: гильзы ГОСТ от КВТ этому госту не соответствуют. А представители КВТ молчат как партизаны по этому поводу. Не вижу повода дифирамбы петь.
На гильзах свет клином не сошёлся, у каждого производителя даже самого крутого есть свои косяки. Разница лишь в том, кто это признаёт и исправляет, а кто считает себя всегда правым.
19.10.2017 в 16:24:45
TAB написал: Songo По поводу качества КВТ и создана эта тема: гильзы ГОСТ от КВТ этому госту не соответствуют. А представители КВТ молчат как партизаны по этому поводу.
Не вижу повода дифирамбы петь.
TAB,
Почему молчат как партизаны? Никто не молчит. Я для этого специально и зарегистрировался на ресурсе. Просто те вопросы, которые тут уже озвучены не имеют простого и короткого ответа. Чтобы разобраться в них, нужно взглянуть на них с разных сторон, но это займёт некоторое время. Давайте разбираться поэтапно.
Как сказал уважаемый TAB, основной вопрос темы - это несоответствие размеров. Есть данные, полученные уважаемым ZooZoo при замерах гильз, и эти данные не совпадают с теми, что предоставлены на сайте «КВТ». Но, не надо забывать, что данные, предоставленные на сайте это всего-навсего номинальные значения размеров, взятые из ГОСТа.
Мы – производители. Каждый, кто работал на производстве знает, что есть номинал и есть допуск. И только зная предельные значения того или иного размера можно делать выводы о том, соответствует он или нет. Почему никто ни разу здесь не ставил вопрос о том, какой вообще допуск на эти размеры?
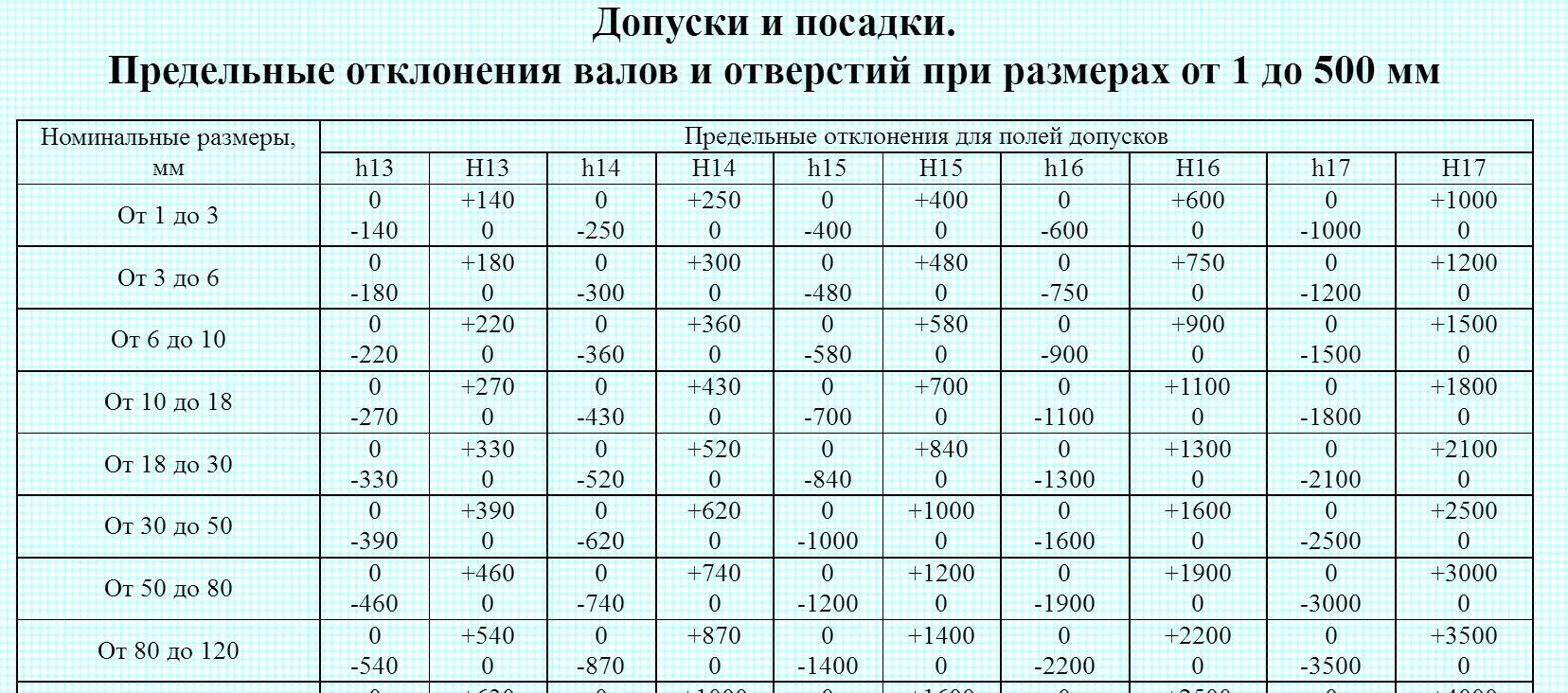
Если посмотреть ГОСТ 23469.3, то там допусков на диаметры нет, а есть ссылка на ГОСТ 23469.0, в котором сказано, что допуски на размеры, если они не указаны, выбираются по 14-му квалитету. Поэтому, категоричное заключение о несоответствии, высказанное ранее, явно преждевременно.
TAB, Вы затронули действительно интересную тему по классам гибкости жил, она тоже «мутная» :) . Давайте разберёмся сначала с размерами, а потом перейдём к остальным вопросам.
19.10.2017 в 17:17:25
Инженер КВТ, не плохо потом бы всё обобщить в одном сообщении.
19.10.2017 в 17:58:07
Инженер КВТ написал: Если посмотреть ГОСТ 23469.3, то там допусков на диаметры нет, а есть ссылка на ГОСТ 23469.0, в котором сказано, что допуски на размеры, если они не указаны, выбираются по 14-му квалитету.
Кстати о допусках... http://www.mastergrad.com/forums/t40650-soedinenie-opressovkoy-metody-instrumenty-i-materialy/?page=83#post5976038 Для диаметра 5 h14 минимальный диаметр может быть 4,7мм а фактически, 4,58...
19.10.2017 в 18:07:23
Чего вы все к людям пристали? Они что ли должны отвечать за то, что там китайские партнеры насверлили?
19.10.2017 в 18:24:15
Инженер КВТ написал: Если посмотреть ГОСТ 23469.3, то там допусков на диаметры нет, а есть ссылка на ГОСТ 23469.0, в котором сказано, что допуски на размеры, если они не указаны, выбираются по 14-му квалитету. Поэтому, категоричное заключение о несоответствии, высказанное ранее, явно преждевременно.
Давайте разбираться. Прошу прощения за ссылку на , но думаю, что здесь данным оттуда можно доверять.
Фактический внешний диаметр ГМЛ 4 составляет 4.5 мм при номинале 5.0 мм. Фактическое отклонение размера 500 мкм.
Допуск, в соответствии с 14-м квалитетом составляет 300мкм.
Т.е. минимальный наружный диаметр ГМЛ 4 мог быть 4.7 мм. Но не 4.5 мм, как по факту.
19.10.2017 в 18:33:09
Инженер КВТ, ГМЛ 2.5, внешний диаметр ~ 4.55 при номинале 5.0:
Отклонение 0.45 мм при допуске 0.25 мм.
20.10.2017 в 12:37:52
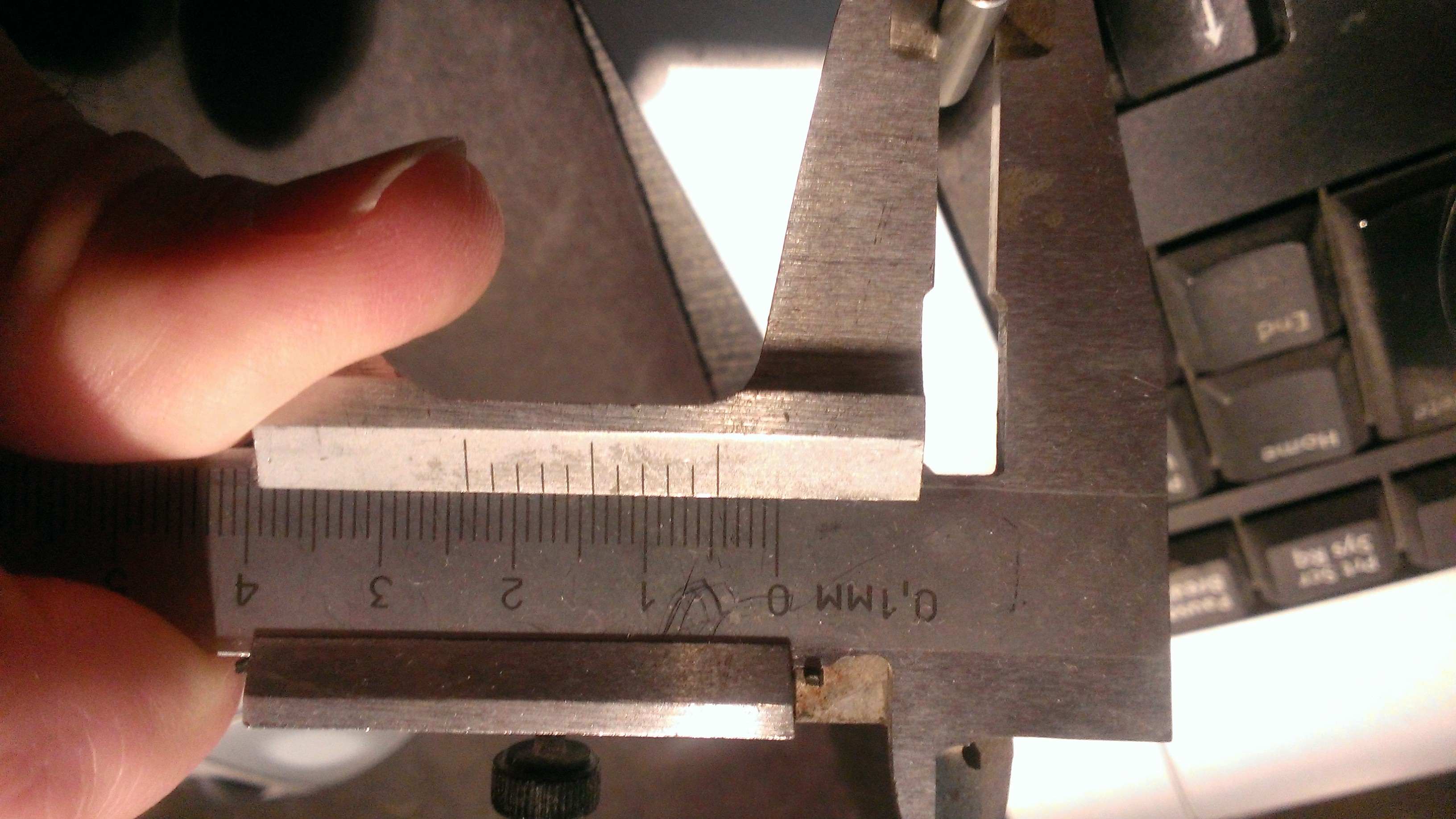
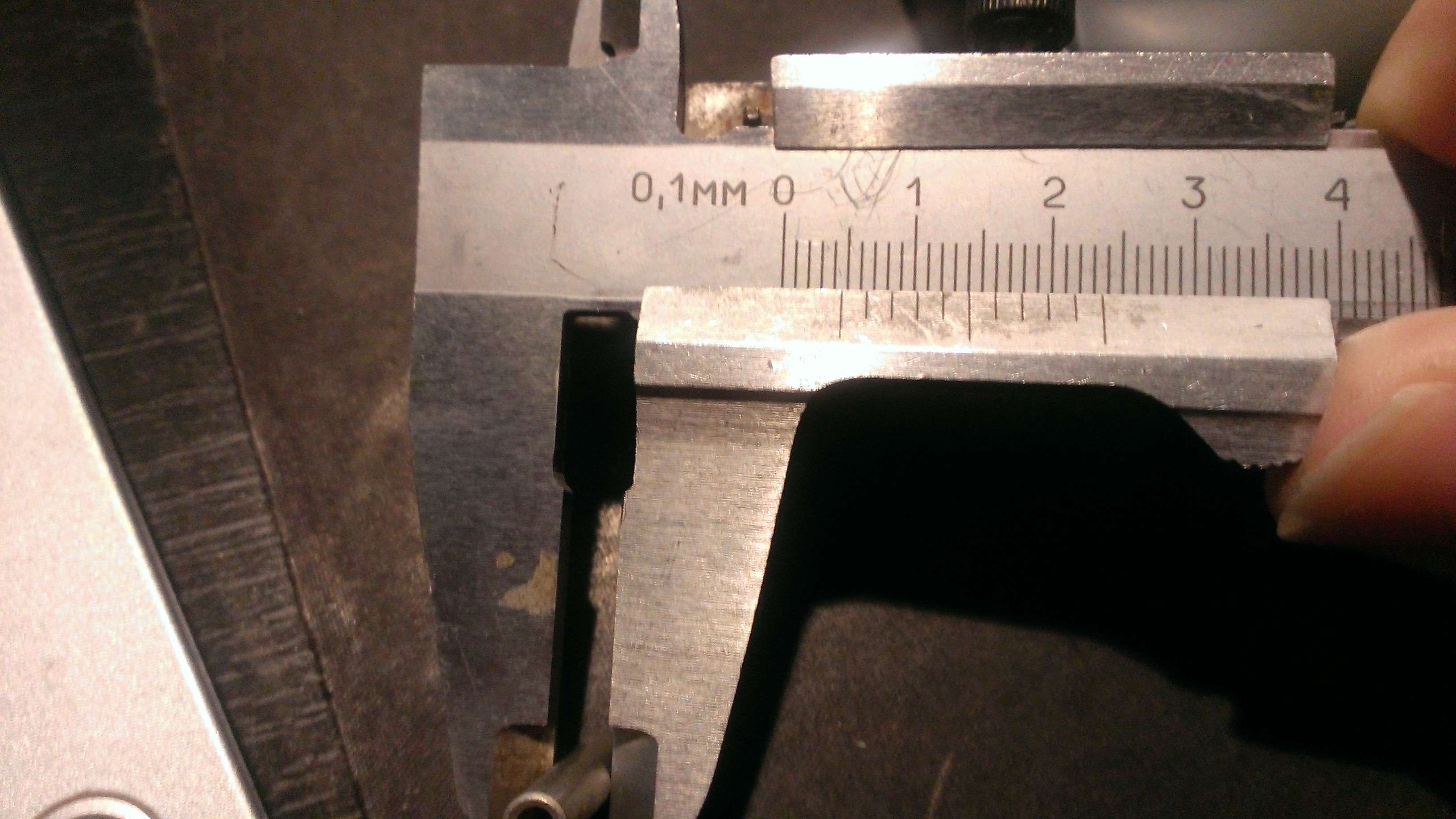
Я буквально сегодня померил трубы, для гильз, находящихся в запуске на производстве. Мелких в запуске нет, измерил что есть. Мерил в двух взаимоперпендикулярных плоскостях, чтобы исключить овальность.
Получились следующие данные: ГМЛ 10 7,90/8,00 мм среднее 7,95 мм; ГМЛ 16 8,90/8,95 мм среднее 8,925 мм.
Фотки прикрепляю к сообщению, качество не очень хорошее, но, то что нужно – видно.




Как видите, результаты укладываются в допустимые границы, как и данные предыдущих замеров. Думаю, по 10 и 16 гильзе вопрос можно считать закрытым. По мелким гильзам, как только появится возможность тоже сделаю замеры и отпишусь.
Кстати, просьба, если будете мерить гильзы – делайте это в двух плоскостях.
Здорово, что наконец начали оперировать такими понятиями как фактический размер, номинал и допуск, а не описательными словами «тоньше», «уже», «меньше». Это я, возвращаюсь к вопросу о толщине стенки. Если выяснится, например, что на гильзе ГМЛ 10 стенка составляет 1,2 мм то она всё равно соответствует ГОСТу, и это нормально ;).
Авторизуйтесь или зарегистрируйтесь, чтобы оставить комментарий.
Присоединяйтесь к самому крупному DIY сообществу



