Еще одна работа.
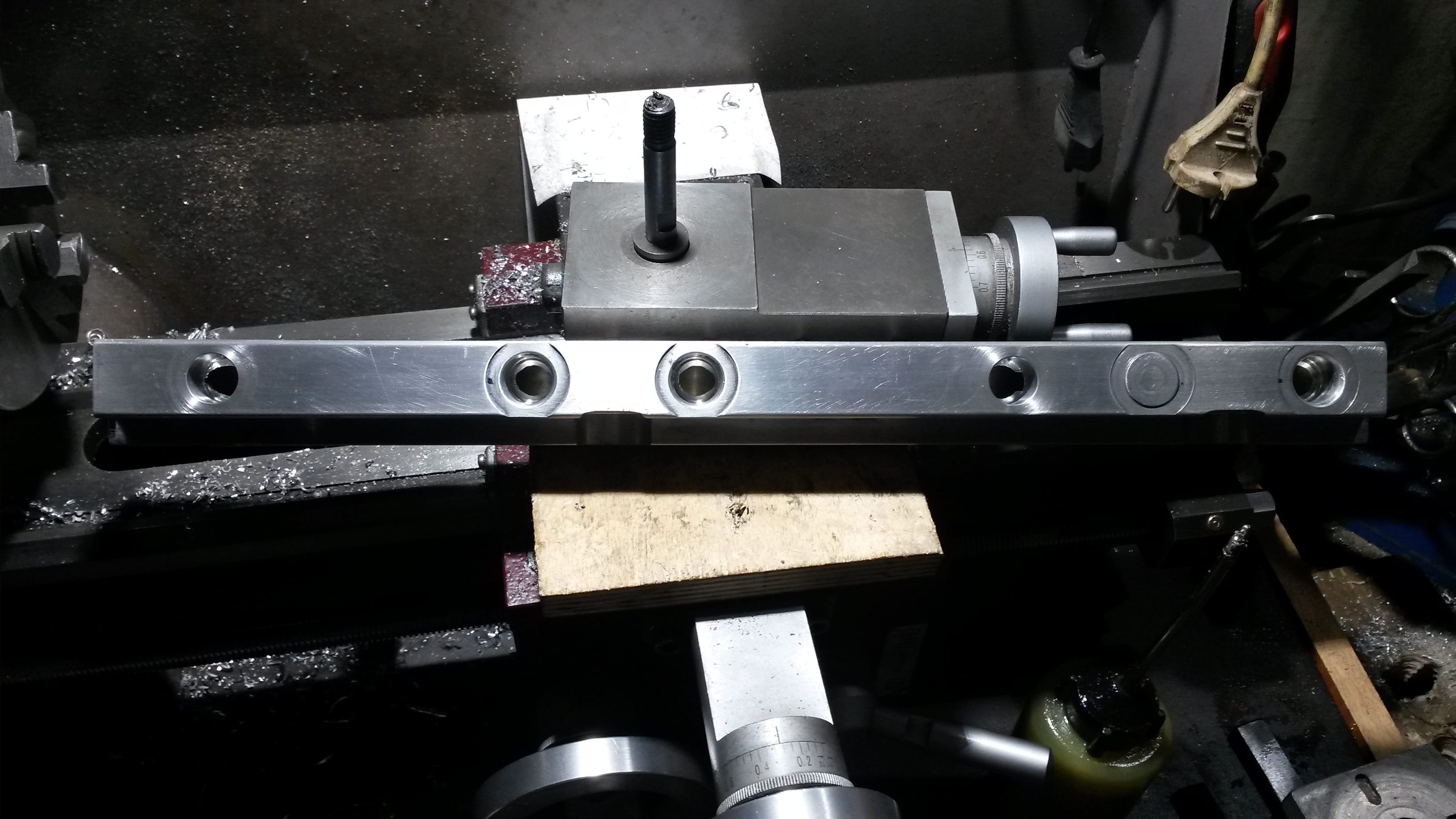
Для модернизации системы питания 5 цилиндрового двигателя, понадобилось переделать топливную рампу от 4 цилиндрового мотора на 5 цилиндровый. Поэтому 2 отверстия нужно было заглушить, и сделать их на другой грани рампы. Были выточены два грибка из алюминия, с припуском в пару соток, и запрессованы в ненужные отверстия. Для просверливания отверстий, была демонтирована резцедержка, и на ее место прижата рампа, с необходимыми подкладками по высоте. Отверстия в 13,5 мм были засверлены, зажатым в патрон, центровочным сверлом, а затем последовательно рассверлены сверлами до 12 мм. После этого в патрон эксцентрично зажал резец, и им рассверлил до необходимых 13,5 мм на подаче в 0,03 мм. Для чистоты обработки использовал масло и небольшие обороты.


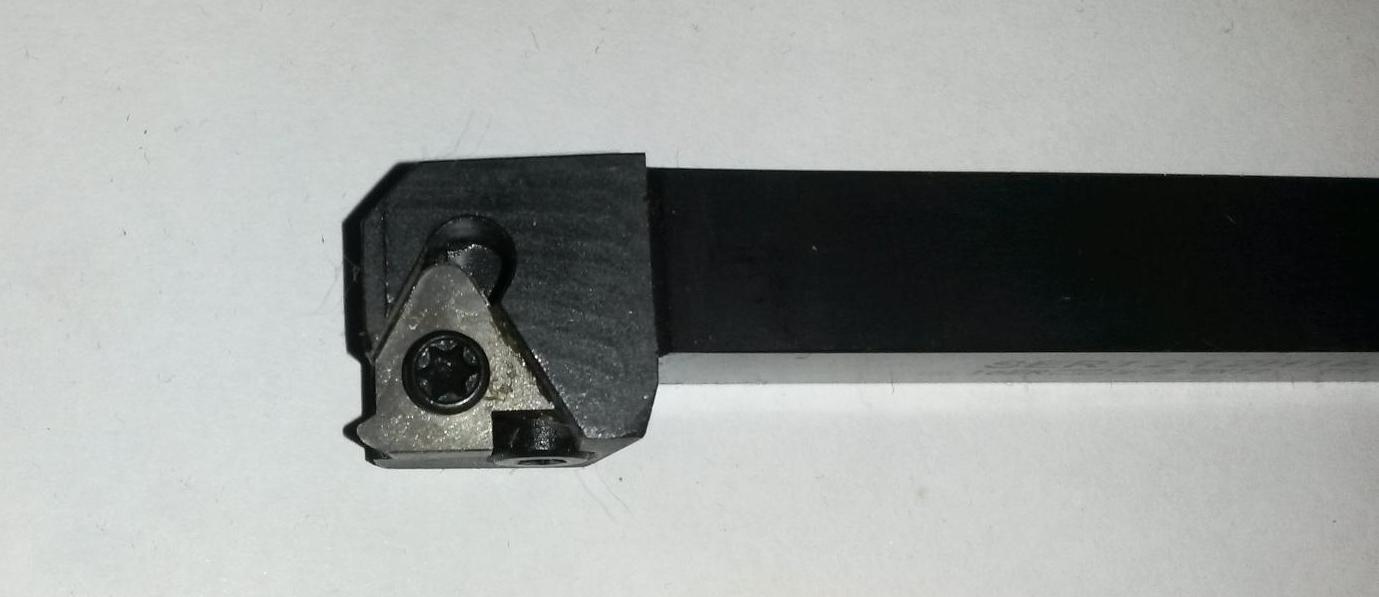


 Искать на Али по номеру 32856686557.
Искать на Али по номеру 32856686557.