Merllinn написал:
К биению это имеет отношение прямо следующее
Весьма опосредованное.. Я уже успел прочесть ГОСТ и сопутствующие материалы: поле допуска прямо не коррелирует с биением. Ибо одно и то же поле допуска может относиться к разным классам сверел, у которых допустимое биение будет отличаться на порядок.
Ну и что дальше то? Сверла идеальные нашли, дрель с Амбрехтом без биений тоже. Что теперь с этим барахлом делать? Руки трясутся, стойки все люфтят и так далее. Система идеально не работает, что делать?
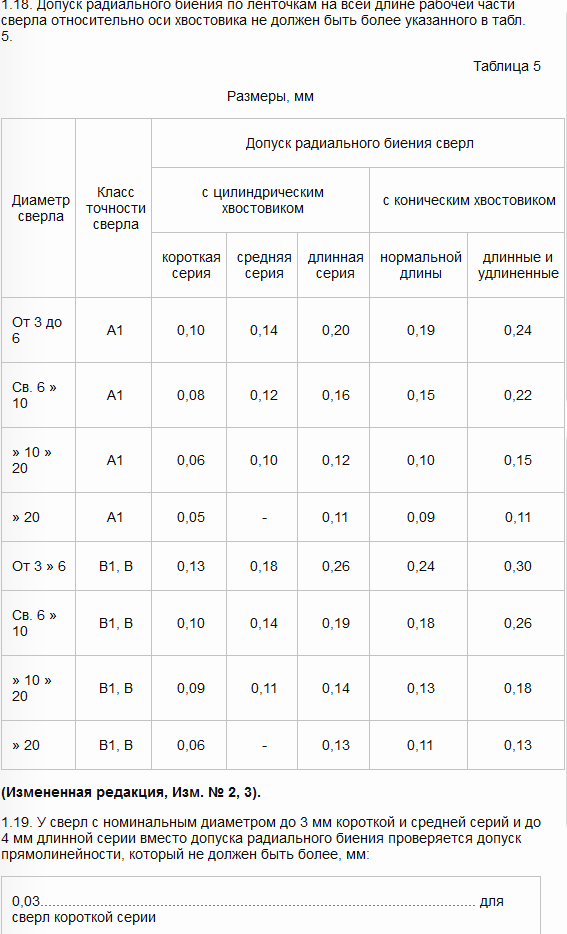
Спасибо за полезную информацию. Но даже из этой таблицы видно, что на А1 диаметром 6 мм допустимо биение в 14 сотых (на средней длине). Это больше, чем запрашиваемая вами точность в биение 1/10 у дрели.. Я уже не говорю про длинные сверла.
Спасибо за полезную информацию. Но даже из этой таблицы видно, что на А1 диаметром 6 мм допустимо биение в 14 сотых (на средней длине). Это больше, чем запрашиваемая вами точность в биение 1/10 у дрели.. Я уже не говорю про длинные сверла.
sneg.tula, давайте же посчитаем, хотя бы грубо. Средняя длинна сколько возьмем?
Merllinn написал:
sneg.tula, давайте же посчитаем, хотя бы грубо. Средняя длинна сколько возьмем?
Средняя - при диаметре 6 мм - от 30 до 60 мм режущей части.
sneg.tula, если упростим и считаем, что у нас некая начальная точка от которой мы можем считать наш люфт\биение, то биение увеличивается с расстоянием и выглядит эта картина как равнобедренный треугольник у которого 3я грань и есть наше биение. От края корпуса, так как я не знаю как глубоко сидит подшипник будем считать от края корпуса и так от края корпуса до конца раздвинутой головы по 10ку с утопленными щечками где то 60 мм на видео я замеряю перед началом заточки, это еще 30 мм итого 90 мм и биение 0.25
Сторона А: 90
Сторона B: 0.25
Сторона C: 90
Угол α: 0.16 °
Угол β: 89.92 °
Угол γ: 89.92 °
если режущая часть 60 мм прибавляем не 30 мм а 60 мм допустив, что 6ка сядет в патрон полностью.
Углы те же.
Сторона А: 120
Сторона B: 0.34
Сторона C: 120
Угол α: 0.16 °
Угол β: 89.92 °
Угол γ: 89.92 °
Получается, что биение на конце сверла с вылетом 60 мм будет 0.34 мм
А вот если бы у нас на сверле у края патрона было бы биение 0.1 мм
Сторона А: 60
Сторона B: 0.1
Сторона C: 60
Угол α: 0.1 °
Угол β: 89.95 °
Угол γ: 89.95 °
то на вылете сверла 120 мм было бы биение 0.21
Сторона А: 120
Сторона B: 0.21
Сторона C: 120
Угол α: 0.1 °
Угол β: 89.95 °
Угол γ: 89.95 °
На длинных сверлах с текущем значением биения все становиться совсем печально. Но это математика, да еще и очень грубая. Надо бы мерить по хорошему, на вылете 120 но мне пока нечем.
Кстати биение чуть более 0.2 у меня получилось на патроне профоснастка он длинной 85 мм против 60 мм штатного патрона, мерил я на том же расстоянии от патрона, на том же сверле, биение со штатным патроном было не более 0.2 думаю там суммарная разница где то в 5 соток, что в общем то не критично, но вполне показательно, как ростёт биение с ростом расстояния.
Если я где то ошибся или, что то упустил, прошу указать на ошибку, буду признателен. И да я понимаю, что это не реальность а чистая условность, математика оторванная от жизни.
Вообще квалитеты, поля допуска и тп.
Это из области машиностроения.
Которое подразумевает высокоточное стационарное оборудование.
Причем здесь ручная дрель то.
Какое отверстие надо просверлить с точность 0,1 мм на стройке или в быту?
Хоть и под резьбу.
Такие допуски на какое то ответственное оборудование наверное. Типа котла какого то высокого давления или еще чего в этом роде.
П.С. Вообще сверла в магазине вижу все больше по DIN выпущенные. По ГОСТ где продают?
вообще то работает . но давайте пойдем от противного ... бьющая дрель плюс кривое сверло .. что это дает ? как минимум повышенную вибрацию на корпусе ,которая сушит руки . ну и сверло испытывает не проектные нагрузки .из за чего оно довольно быстро сломается , а эти останки иногда весьма проблемно извлечь из отверстия .