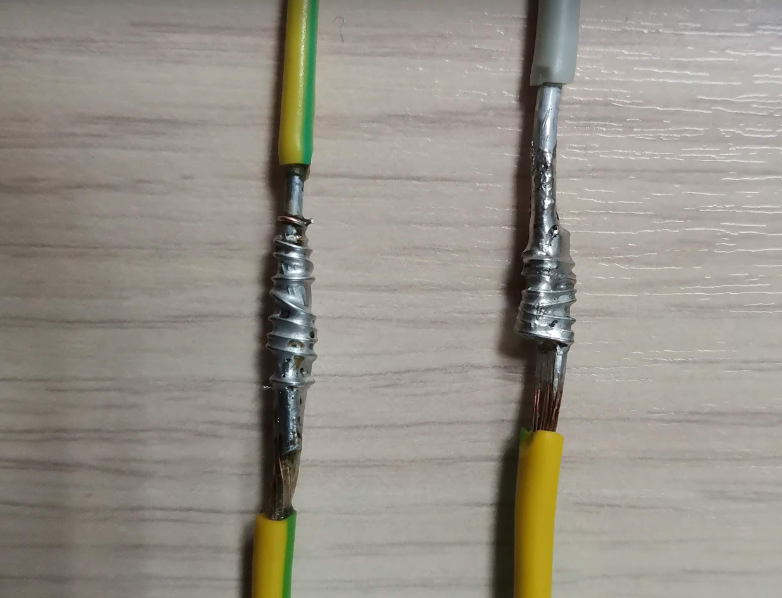
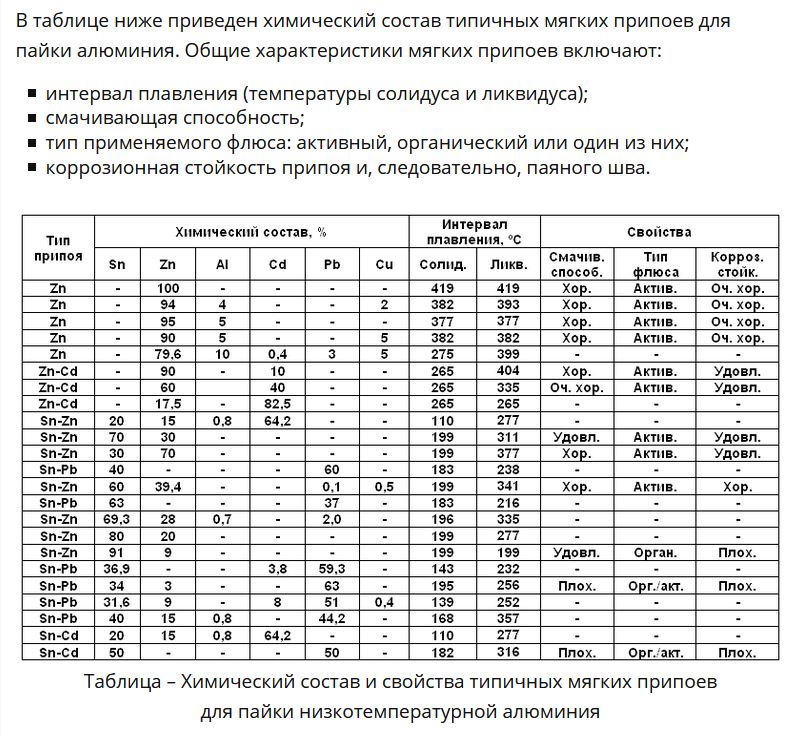
menket, ПОС-90 плохо. Нужны припои без свинца. Неужели у вас олова (хрустящего на изгиб) не купить в городе? За пять минут можно и самому сбодяжить оловянно-цинковый припой. А блеск это никакая не хитрость - нужно при финальной пайке давать меньше нагрева. "Булочка" это из этой же части. Если припой (любой) греть сильнее он более текучий. Поверхностное натяжение натягивает его на все выступы (ребра). Поэтому чуток меньше греть на финише и будет "булочка".
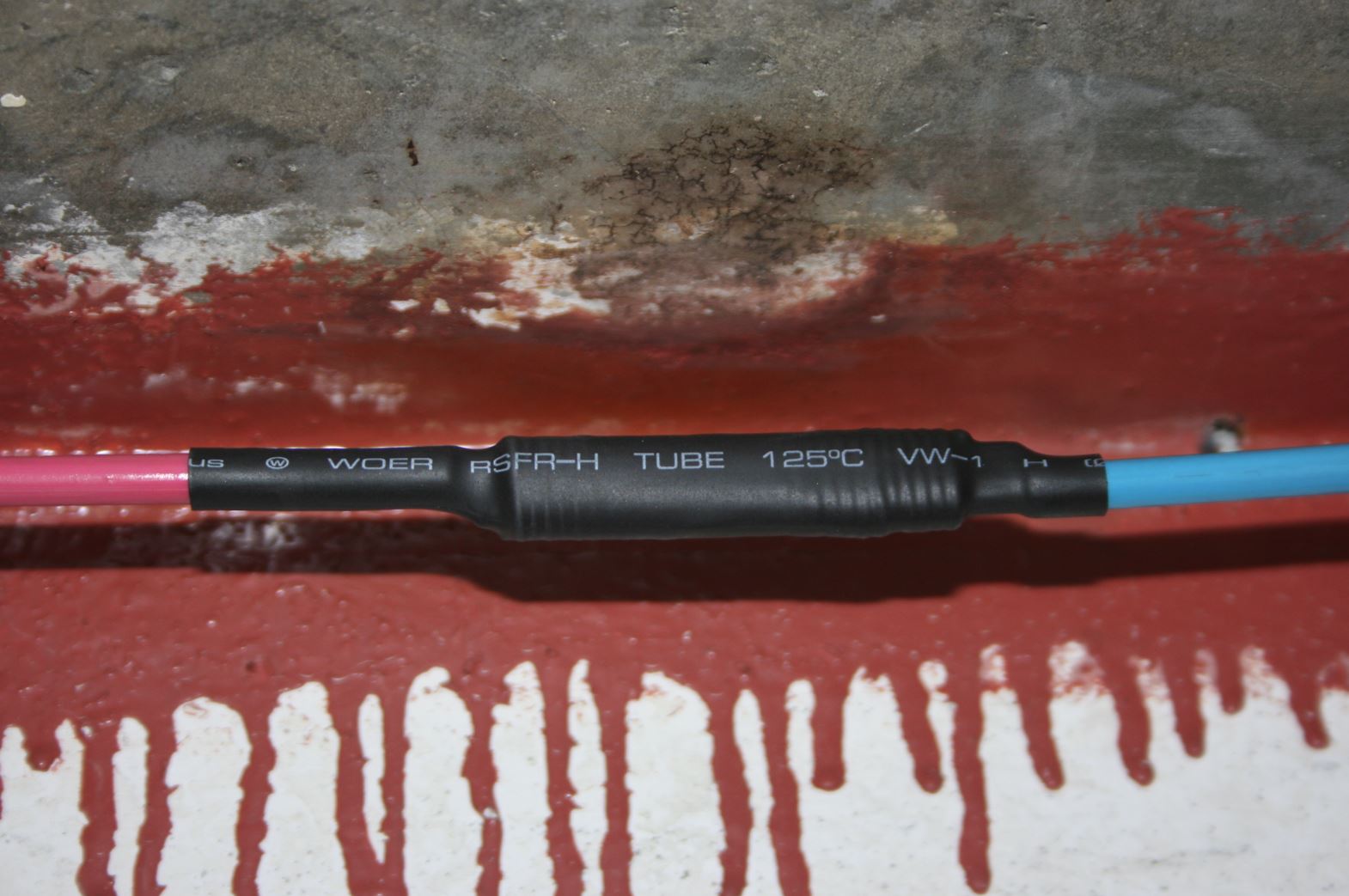
Например, эти соединения (провода по 16 квадратов) паял горелкой. Она не дает выдержать температуру и поэтому ребра тоже видны. Но кто на это будет смотреть под темоусадкой?